编程入门学习,数控编程老师傅教你如何读懂数控程序?
发表时间:2022-03-17来源:网络
通过前面几课,想必小伙伴们已经学会了对刀和分。

就以前面那个长20宽10的长方体为例。中心在左上角。我们要用T1直径12的铣刀铣平面,然后在长方体表面中间定个点,那么这个程序该如何编写呢?小编已经给大家编程好了。让我们一起来了解数控程序的大体结构。
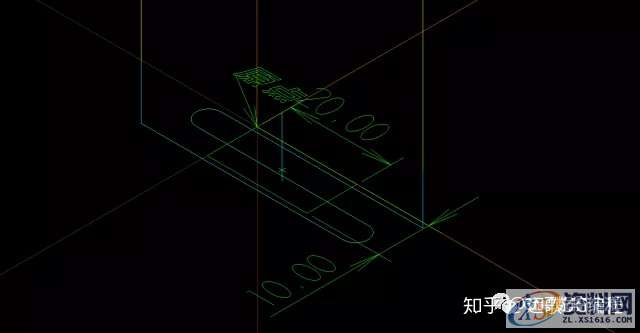
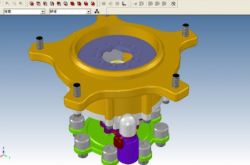
刀路图片
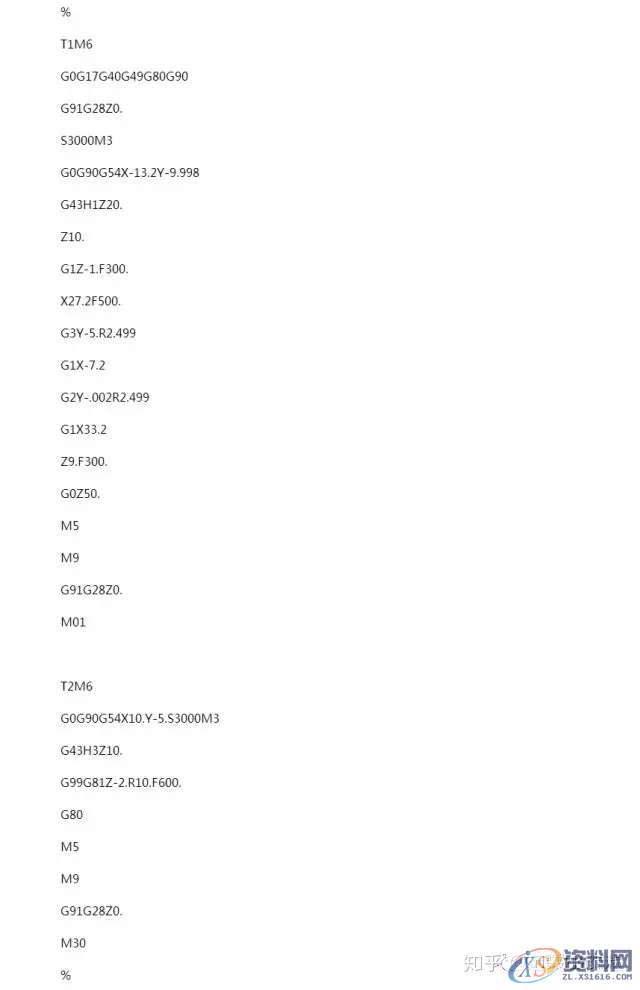
程序
T1M6这个是换刀指令换第一把刀也就是前面的12直径铣刀
G0G17G40G49G80G90
这个叫做程序头,一般是固定的格式,用于设定取消一类指令。一般照抄就可
G91G28Z0.这个是回机床零点的意思
S3000M3这个是主轴正转转速是3000转,想学习更多数控UG编程在QQ群304214709可以领取学习资料。
G0G90G54X-13.2Y-9.998
载入G54坐标定位到X-13.2Y-9.998点位置
还记得前面的分中时输入的G54坐标吗?现在在程序里面就用到了。
G43H1Z20.
Z10.
载入第一把刀的对刀值也就是以前输入 H 1里面的数值
这样程序就计算出来位置了。快速定位到工件表面10的位置
G1Z-1.F300.
然后进给F300的速度
慢慢下刀到表面-1的位置
G1Z-1.F300.
X27.2F500.
G3Y-5.R2.499
G1X-7.2
G2Y-.002R2.499
G1X33.2
Z9.F300.
这一段程序目前可以整体考虑,以后讲到具体代码时会细讲。这个就是在面铣这个工件表面
G0Z50.
铣完后抬刀
M5主轴停止
M9关闭冷却液
G91G28Z0.
回机床零点
M01是选择暂停,只有在机床M01按钮按下时才会起作用。不然就会忽略这个代码
T2M6
换刀第二把
G0G90G54X10.Y-5.S3000M3
定位到长方体中间
G43H3Z10.
定位到距离表面10的位置
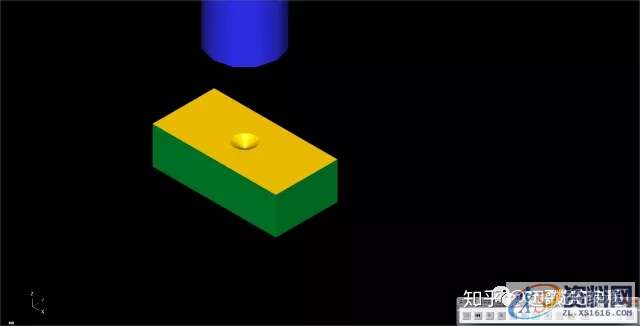
G99G81Z-2.R10.F600.
G80
这是一个钻孔循环,相当于定了一个点。然后抬刀循环结束
M5
主轴停止
M9
关闭冷却液
G91G28Z0.
Z轴机床回零点
M30
程序结束,返回程序开头,以便进行下次加工
让我们再来看一下上面刀具轨迹,是不是编程很简单,小伙伴们估计已经明白了很多了吧。
上一篇:如何教小孩子入门的计算机编程?
下一篇:编程的scratch是什么意思?
知识阅读
-

CI框架连接数据库配置操作以及多数据库操作
-
asp 简单读取数据表并列出来 ASP如何快速从数据库读取大量数据
-
C语言关键字及其解释介绍 C语言32个关键字详解
-
C语言中sizeof是什么意思 c语言里sizeof怎样用法详解
-
PHP中的魔术方法 :__construct, __destruct , __call, __callStatic,__get, __set, __isset, __unset , __sleep,
-
将视频设置为Android手机开机动画的教程
-
PHP中的(++i)前缀自增 和 (i++)后缀自增
-
常用dos命令及语法
-
最简单的asp登陆界面代码 asp登陆界面源代码详细介绍
-
PHP中include和require区别之我见
软件推荐
更多 >-
 查看
查看皓盘云建最新版下载v9.0 安卓版
53.38MB |商务办公
-
 查看
查看ris云客移动销售系统最新版下载v1.1.25 安卓手机版
42.71M |商务办公
-
 查看
查看粤语翻译帮app下载v1.1.1 安卓版
60.01MB |生活服务
-
 查看
查看人生笔记app官方版下载v1.19.4 安卓版
125.88MB |系统工具
-
 查看
查看萝卜笔记app下载v1.1.6 安卓版
46.29MB |生活服务
-
 查看
查看贯联商户端app下载v6.1.8 安卓版
12.54MB |商务办公
-
 查看
查看jotmo笔记app下载v2.30.0 安卓版
50.06MB |系统工具
-
 查看
查看鑫钜出行共享汽车app下载v1.5.2
44.7M |生活服务
热门推荐
-
1
 零基础的初学者怎样学习java,或者应该先学什么?
零基础的初学者怎样学习java,或者应该先学什么?2022-03-21
-
2
 学习使用C语言/C++编程的7个步骤!超赞~
学习使用C语言/C++编程的7个步骤!超赞~2022-03-20
-
3
PHP数组函数array
2014-09-05
-
4
 java中的info是什么意思
java中的info是什么意思2022-03-24
-
5
PHP5.X主要版本性能比对测试
2014-09-05
-
6
 CSS网页布局入门教程:一列固定宽度
CSS网页布局入门教程:一列固定宽度2015-07-05
-
7
IcePHP框架中的快速后台中的通用CRUD功能框架
2014-09-05
-
8
利用好PHP5.3的新特性,实现单例模式
2014-09-05
-
9
PHP类和对象函数实例详解
2014-09-05
-
10
 Java入门必备知识
Java入门必备知识2022-03-21







-
1

-
2
机器人战斗竞技场手机版下载v3.71 安卓版
其它手游 -
3
果冻人大乱斗最新版下载v1.1.0 安卓版
其它手游 -
4
王者100刀最新版下载v1.2 安卓版
其它手游 -
5
trueskate真实滑板正版下载v1.5.102 安卓版
其它手游 -
6
矢量跑酷2最新版下载v1.2.1 安卓版
其它手游 -
7
休闲解压合集下载v1.0.0 安卓版
其它手游 -
8
指尖游戏大师最新版下载v4.0.0 安卓版
其它手游 -
9
飞天萌猫下载v3.0.3 安卓版
其它手游 -
10
火柴人越狱大逃脱下载v1.1 安卓版
其它手游